Viss par asināšanas urbjiem
Būvniecības speciālisti pastāvīgi nodarbojas ar dažāda veida urbjiem, kas laika gaitā kļūst blāvi. Sliktas kvalitātes griešanas elementi kļūst nelietojami pēc dažiem mēnešiem. Dārgi zīmolu paraugi kalpo saviem īpašniekiem vairāk nekā duci gadu. Un tieši viņu celtnieki negrib zaudēt, bet sūta asināt. Principā tas ir pareizs lēmums, tomēr, lai atjaunotu neasas urbjmašīnas stāvokli, ir jāmaksā liela nauda. Un, lai neiztukšotu maku, varat izmantot ieteikumus pašam asināšanai.


Pamatnoteikumi
Tie, kas sējmašīnu izmanto reizi gadā, nepamana, ka tā zaudē savu asumu. Bet ar šo pieeju vienā brīdī tas vienkārši neradīs caurumu. Un tad jums būs jāpieņem patstāvīgs lēmums - vai nu iegādāties jaunu urbi, vai atjaunot neasu.


Pats asināšanas process profesionālajā iekārtā neprasa cilvēka piepūli, ko nevar teikt par asuma atjaunošanu ar savām rokām. Tomēr, pirms turpināt detalizētu iepazīšanos ar asināšanas noteikumiem un procesa sarežģījumiem, ir jānoskaidro pazīmes, kas liecina, ka urbis drīz kļūs nederīgs:
- griešanas elements ir ļoti karsts;
- no zem malas izlido mazas metāla skaidas;
- darba sējmašīnas radītais troksnis kļūst daudzkārt spēcīgāks.

Īpaša uzmanība jāpievērš pēdējai funkcijai. Palielinās berze starp spirālurbju neaso malu un urbjamo virsmu, kā rezultātā rodas neparasti skaļš troksnis. Šādā situācijā ir nepieciešams nekavējoties pārtraukt darbu, pretējā gadījumā griešanas elements uzkarsīs, mainīsies tā struktūra, tāpēc urbi vienkārši nebūs iespējams atjaunot.

Tālāk tiek piedāvāts iepazīties ar dažiem noteikumiem un instrukcijām pieredzējušiem amatniekiem, kuri nodarbojas ar neasu centrēšanas uzgaļu regulāru asināšanu.
Un kas ir ievērojams, no piedāvātās informācijas kļūst skaidrs, ka jūs varat atjaunot urbi ar savām rokām.

Urbju asināšanas procesam nepieciešams īpašs aprīkojums. Šajā gadījumā mēs runājam par slīpmašīnām un urbjmašīnu un āmuru urbju piederumiem. Asināšanas mašīna ir ierīce, kas aprīkota ar asināmo akmeni. Urbju un āmuru urbjiem ir neparastas uzgaļu formas. Bieži vien privātmājās ir miniatūra asināšanas mašīna, jo ar šo ierīci var asināt ne tikai urbjus.

Asināšanas tehnoloģija ir atkarīga no urbja veida. Mūsdienās pārdošanā ir koniski, skrūves, cilindriski, vienplaknes un divplaknes griešanas elementi. Katram no uzrādītajiem griešanas elementu veidiem ir nepieciešama īpaša pieeja asināšanai, taču kopīgais starp tiem ir tas, ka tiek asinātas tikai aizmugurējās malas.

To ir ļoti grūti izdarīt manuāli, bet tas ir iespējams. It īpaši, ja runa ir par maziem īpatņiem. Mazie un tievie urbji vienmēr tiek asināti ar rokām, pateicoties kuriem cilvēks aizpilda roku asināšanas prasmē un pēc kāda laika var savest kārtībā lielo izmēru griešanas elementus.

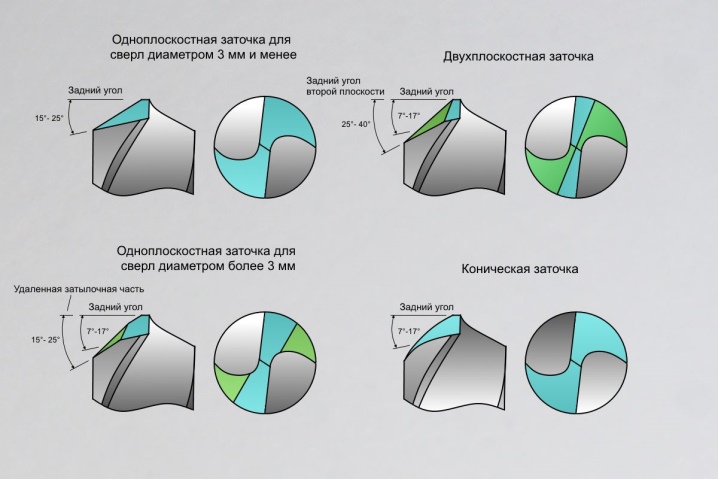
Vienas plaknes urbji atšķiras no saviem kolēģiem tikai ar vienas plaknes klātbūtni. Asuma slīpuma leņķis atbilstoši standartam svārstās no 28-30 grādiem. Tieši šī daļa ir piemērota restaurācijai. Šī slīpā plakne tiek pacelta līdz neaktīvam slīpakmenim.Ja akmens griežas, pastāv liela iespēja, ka urbis iegūs nepareizu leņķi. Līdzīgi tiek asināti divu plakņu urbji. Vienīgā atšķirība asināšanas procesā ir nepieciešamība apstrādāt divas plaknes.

Ir svarīgi būt ļoti uzmanīgiem, atjaunojot konusveida urbjus. Malas konusveida forma nedrīkst tikt traucēta. Tāpēc sējmašīnu nepieciešams nogādāt uz rotējoša slīpmašīna, uzspiest griešanas elementu un izmantot svārstīgas kustības, lai asinātu konusu. Galvenais ir nenoņemt urbi no akmens un veikt visu procedūru ar vienu pieskārienu.
Svarīgs īkšķa noteikums, asinot urbjus, ir saglabāt malas formu. Nav noslēpums, ka tas nav iespējams visos gadījumos. It īpaši, ja runa ir par asināšanas urbjiem, kuru diametrs ir 10 mm vai mazāks. Tomēr šāda veida griešanas elementiem ir vēlams saglabāt tikai klīrensa leņķi.

Runājot par urbjiem, kuru diametrs pārsniedz 10 mm, slīpēšanas profesionāļi iesaka asināt ne tikai plakņu malas, ņemot vērā leņķa noturību, bet arī priekšējās plaknes, kas būtiski uzlabo konstrukcijas tehniskos parametrus. Šāda asināšana būs efektīvāka urbšanas darbos.

Pateicoties pareizai grābekļa plaknes asināšanai, urbjmašīnas griešanas daļas leņķis kļūst lielāks, kas ievērojami palielina metāla elementa izturību. Turklāt, malas šķērseniskais garums kļūst mazāks, kā rezultātā produkts negriež caurumu, bet noskrāpē.

Pēc asināšanas procedūras ir nepieciešams to precīzi noregulēt. Vienkārši izsakoties, noņemiet urbumus, kas radušies slīpakmens mehāniskās darbības rezultātā. Rūpnīcas asināšanai šī procedūra ir ārkārtīgi svarīga. Tādējādi ir iespējams palielināt griešanas elementa nodilumizturības līmeni. Mājās precizēšana ne vienmēr ir iespējama, tomēr, ja ir nepieciešamās ierīces, šo procedūru nevar izlaist.

Mājas apdarei nepieciešams izmantot silīcija karbīdu vai elbora akmeni. Tos var iegādāties jebkurā būvniecības tirgū. Silīcija karbīda akmens ir zaļā krāsā. Ideālā gadījumā jums vajadzētu izmantot 63C klases kopiju ar smilšu indeksu 6 un cietību M3-CM1. Ja izvēle krita uz akmens no Elboras, ir jāņem paraugs ar graudu indeksu diapazonā no 6-8. Ir svarīgi pievērst uzmanību tam, ka uzrādītie akmeņi apdarei būtu izgatavoti uz bakelīta saites.

Īpaša uzmanība jāpievērš pakāpju urbjiem. Tos var iegādāties tirgū kā atsevišķus priekšmetus vai komplektu. Izgatavoto pakāpju urbju diametrs svārstās no 4 līdz 21 mm. Pakāpju urbji ir augstas kvalitātes un nodilumizturīgi, taču pat šie griešanas elementu raksti kļūst blāvi. Un diemžēl sējmašīnas uzgaļa atjaunošana ir iespējama tikai dažos modeļos.

Ja runājam par uzvarošu urbi, tad asināšanai jāizmanto dimanta ritenis.

Šķirnes
Mūsdienu tirgū jūs varat atrast vītņurbjus, plakanos un centrālos modeļus:
- spirālveida elementi pēc nosaukuma atšķiras ar malu spirālveida formu;
- plakanie izstrādājumi ir paredzēti liela diametra dziļu caurumu izveidošanai;
- elementu centrēšanai tiek izmantoti centra urbji.



Visi piedāvātie urbju veidi laika gaitā kļūst blāvi. Griešanas elementa asuma samazināšana traucē būvdarbiem. Tas nozīmē, ka produkts ir jāatjauno.

Līdz šim ir izstrādāti 5 urbju asināšanas veidi. Katra atsevišķa metode atbilst griešanas elementa materiāla veidam un tā darbības specifikai.
- "H" - šis asināšanas veids ir universāls. Tomēr to izmanto urbju atjaunošanai ar maksimālo diametru 12 mm.
- "NP" - šajā gadījumā tiek veikta īso šķērsstieņu asināšana.
- "NPL" - asināšanas veids ietver lentes šķērseniskās malas un platuma pagarināšanu.
- "DP" - profesionālajā jomā šāda veida asināšana tiek saukta par "dubulto". Papildus šķērseniskajai malai ir izveidotas vēl 4 malas lauztu līniju veidā.
- "DPL" - apraksts ir līdzīgs 4. asināšanas metodei, pievienota tikai lentes asināšana.
Asināšanas leņķis
Kā minēts iepriekš, pirms sākat asināt sējmašīnu, jums ir jāaprēķina pareizais leņķis griešanas elementa atjaunošanai. Pareizā indikatora atrašanas ērtībai ir izstrādāta speciāla tabula, kur 1. ailē norādīta slīpuma pakāpe ar ciparu vērtību, bet 2. - urbšanai paredzētais materiāls.

|
Apstrādāts materiāls |
Asināšanas leņķis |
|
Tērauds, čuguns, bronza |
115-120 |
|
Misiņš |
120-130 |
|
Varš |
120 |
|
Alumīnijs |
130 |
|
Keramika, granīts |
130 |
|
Koksne |
130 |
|
Maģija |
80 |
|
Silumīns |
90-100 |
|
Plastmasa |
90-100 |
Nepareizs pagrieziena leņķis izraisīs sējmašīnas un elektroinstrumenta uzkaršanu darbības laikā. Un urbjamās urbuma kvalitāte ievērojami samazinās.

Instrumenta prasības
Rūpnieciskos apstākļos asināšana tiek veikta ar specializētu aprīkojumu, ievērojot drošības noteikumus. Tomēr sadzīves vajadzībām ir izgudrotas un izstrādātas vairākas citas ierīces:
- mehānisms, kas aprīkots ar asināmo akmeni;
- mašīna ir pievienota elektrotīklam;
- slīpmašīna un urbis (tomēr tos izmanto tikai tad, ja nav stingru prasību asināšanas leņķim);
- asināšanas uzgaļi urbjiem.




Katra atsevišķa ierīce piedāvā augstu veiktspējas līmeni, leņķa precizitāti un lietošanas ērtumu. Viņiem ir ļoti ērta vadības sistēma, ar kuru var tikt galā pat amatieris. Vēl viena piedāvāto mājas ierīču iespēju priekšrocība ir to zemās izmaksas un miniatūrais izmērs.

Ideālā gadījumā jums ir nepieciešams asināt urbjus ar dzirnaviņām. Tomēr, ja šī aprīkojuma nav, varat izmantot tikai disku no tā. Galvenais, lai smilšrata graudu izmērs atbilstu prasībām. Apaļais smirģelis jāpiestiprina pie urbja vai slīpmašīnas. Slīpmašīnu ieteicams izmantot tikai kā pēdējo līdzekli.
Ir svarīgi atzīmēt, ka ar griešanas elementu asināšanu ir vairāki veselības apdraudējumi. Tāpēc pirms darba uzsākšanas jums vajadzētu aizsargāt acis, valkājot īpašas brilles. Blakus asināmajai urbjmašīnai jānovieto bļoda ar vēsu ūdeni, kurā tiks atdzesēts griešanas elements.

Kā uzasināt dažādus urbjus?
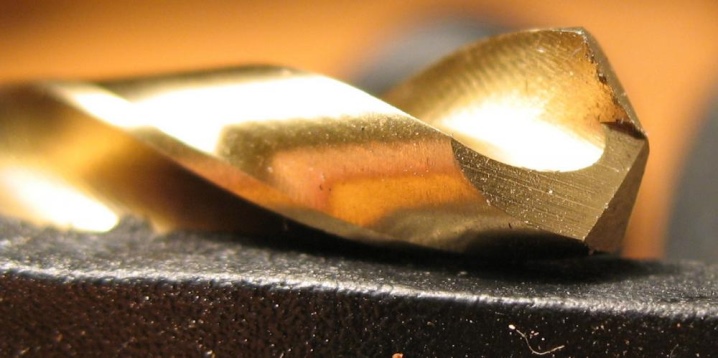
Pēc ekspertu domām, jāuzsāk neatkarīga urbju asināšanas prakse ar griešanas izstrādājumiem, kuru diametrs pārsniedz 10 mm. Šādu elementu asināšanas leņķis ir 120 grādi. Pēc procedūras sējmašīnas priekšpusei jābūt simetriskai. Ja asināšanas laikā rodas kļūda, to var nekavējoties novērst.
Zināmā attālumā no griešanas malas ir tā sauktā sānu virsma. Tam jābūt 1–1,5 mm attālumā no griešanas malas virzienā uz leju.

Turklāt tiek piedāvāts sīkāk iepazīties ar asināšanas procesa “dari pats” teorētisko pusi. Pirmkārt, jums ir jāveic neliela sagatavošanās. Uz slīpakmens virsmas ar melnu flomāsteru uzvelciet līniju, kas ir paralēla ass rotācijai.
Tālāk jums ir pareizi jānovieto sējmašīna. Tas jātur skaidri horizontāli. Šajā gadījumā marķējumi, kas veikti ar flomāsteru, atradīsies nedaudz virs rotācijas ass. Tādējādi instrumenta gareniskā daļa, kas atrodas horizontāli, tiks pagriezta uz kreiso pusi aptuveni par 30 grādiem, kas nodrošinās vajadzīgā asināšanas leņķa iegūšanu.

Tagad jūs varat pāriet no teorijas uz praksi. Tiek ņemts urbis ar neasu galu. Tālāk jums jāatrod pareizā instrumenta pozīcija. Sākotnēji tiek uzasināta viena puse, pēc tam otra. Nekādā gadījumā nevajadzētu steigties. Darbs jāturpina ar vislielāko rūpību.Ja pēkšņi uzasinātā mala uzkarst un kļūst sarkana, sējmašīna jāiegremdē ūdens traukā. Pēc griešanas elementa atdzesēšanas jūs varat turpināt darbu.
Pabeidzot notriektā urbja asināšanu, jums jāpārbauda rezultāts. Šim nolūkam tiek ņemts urbis, patronā ievietots uzasināts instruments. Pēc tam varat mēģināt urbt tērauda virsmu, kuras biezums ir 8 mm. Ja caurumus var izurbt bez grūtībām, tad asināšanas process bija pareizs.



Faktiski ir daudz veidu, kā asināt griešanas elementus. Un katra atsevišķa metode paredz urbju apstrādi dažādiem materiāliem. Alumīnijam, vara un pat nerūsējošajam tēraudam tiek izmantoti vītņurbji, kas tiek uzasināti pēc universālās un dubultās "metodes". Sējmašīnas asināšana punktmetināšanai tiek veikta ar slīpmašīnu. Mazie urbji, kuru diametrs ir mazāks par 4 mm, tiek asināti tikai ar rokām. Starp citu, ja nepieciešams, veco urbi griezējam varat uzasināt pats.
Diemžēl, ne visiem izdodas ar savām rokām pirmo reizi uzasināt blāvu urbi... Bet ar nelielu pacietību jūs varēsit sasniegt pozitīvu rezultātu.


Uz betona
Betona urbumos tiek uzasināta tikai aizmugurējā virsma. Restaurācijai jāizmanto divu plakņu vai konusveida metode.
Vispirms jums jāiepazīstas ar konusveida asināšanas metodi. Griešanas elements ir jāievieto dzirnaviņas prizmā, kas pārvietojas ap savu asi. Pēc tam konfigurējiet parametrus. Konusa asij jābūt 45 grādu leņķim pret sējmašīnas asi. Atliek tikai aktivizēt ierīci un gaidīt līdz darba beigām. Konisko metodi izmanto, lai radītu strauju griešanas elementa klīrensa leņķa palielināšanos.

Lai automatizētu procesu, ieteicams izmantot skrūvju metodi. To raksturo kustības uz priekšu, kas atbilst slīpripas rotācijai. Jāatzīmē, ka šī metode ļauj vienlaikus asināt griešanas elementa priekšējos un aizmugurējos stūrus.

Pēc koka
Pirmkārt, jums jāatceras, ka šis darba process ir ļoti sarežģīts. Pirmo reizi neviens nevar pareizi uzasināt koka urbi. Lai sāktu šāda griešanas elementa pašatjaunošanu, jums vajadzētu trenēties uz nolietota instrumenta.
Galvenā darba grūtība ir tāda, ka pat viena nepareiza kustība var izraisīt sējmašīnas bojājumus. Tāpēc ir skaidri jāievēro norādītie norādījumi:
- blakus darba vietai jānovieto trauks ar ūdeni;
- ir svarīgi iegūt 45 grādu leņķi;
- urbji jātur pie diska malas;
- lai asināšanas process noritētu gludi, griešanas elements jāievieto paplāksnē;
- malas ir nedaudz jāpievelk pāris milimetriem un jāuzrauga to vienmērīgums;
- kad asināšanas process tuvojas loģiskajam noslēgumam, ir nepieciešams palēnināt mašīnas ātrumu;
- darba beigās ir nepieciešams atdzesēt griešanas elementu un pārbaudīt tā funkcionalitāti.

Metālam
Metāla urbjmašīnas asināšanas princips nav īpaši grūts, taču tas joprojām prasa pacietību. Ar kreiso roku jums jāpaņem instruments un jātur blakus darba pamatnei. Ar labo roku jums ir jāsatver sējmašīnas aste un jāsāk diska griešanās. Malas aizmugurējā daļa tiek pacelta līdz rotējošajai daļai. Ar vieglu spiedienu jums jāpagriež sējmašīna. Tajā pašā laikā vienmēr saglabājiet atbilstošu slīpumu. Ir ļoti svarīgi, lai griešanas malām būtu vienāds garums un vienādi leņķi.
Atliek tikai pārbaudīt uzasināto urbi.

Vienkāršs veids, kā uzasināt urbi, ir redzams zemāk esošajā videoklipā.













Komentārs tika veiksmīgi nosūtīts.