Viss par skrūvējamām virpām

Zinot visu par skrūvju griešanas virpām, ir diezgan noderīgi organizēt mājas darbnīcu vai nelielu uzņēmumu. Ir jāsaprot ierīces īpašības, ar galvenajām sastāvdaļām un mašīnu ar un bez CNC mērķi. Papildus tam, kas tas ir kopumā, jums būs jāizpēta universālie galddatoru modeļi un citas iespējas, darba ar tiem īpatnības.
Kas tas ir?
Jebkura skrūvējamā virpa ir paredzēta tērauda, čuguna un citu sagatavju apstrādei. Šo procedūru speciālisti sauc par griešanu. Šādas ierīces ļauj slīpēt un slīpēt detaļas. Viņi veiksmīgi veido rievas un izstrādā galus. Arī skrūvju griešanas virpas mērķis ietver:
- urbšana;
- iegremdēšana;
- atveru un gājēju celiņu izvietošana;
- veicot vairākas citas manipulācijas.
Ierīces vispārējais princips ir ārkārtīgi vienkāršs. Apstrādājamā detaļa ir nostiprināta horizontāli. Tas noteiktā brīdī sāk griezties. Ar šo kustību griezējs noņem nevajadzīgo materiālu. Taču šķietamā apraksta vienkāršība neļauj ignorēt diezgan lielo izpildes sarežģītību.


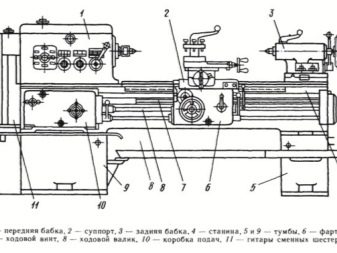
Skrūvju griešanas virpa var droši darboties tikai tad, ja tā ir ļoti rūpīgi salikta no labi savienotiem elementiem. Galvenie mezgli šāda aparāta shēmā ir:
- atbalsts;
- spītīga vecmāmiņa;
- gulta;
- vārpstas galva;
- elektriskā daļa;
- ritošā vārpsta;
- zobratu ģitāras;
- par iesniegšanu atbildīgā aile;
- svina skrūve.
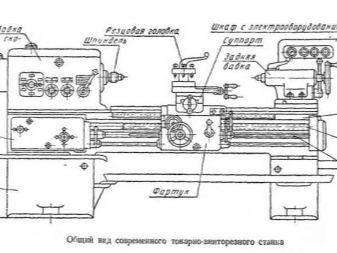
Neskatoties uz diezgan kalibrētu struktūru, kuras pamatā ir tipiskas detaļas, konkrētas mašīnas var ievērojami atšķirties. Daudz kas ir atkarīgs no precizitātes darbības laikā. Vārpstas (pazīstams arī kā priekšējais) balsts novērš apstrādājamā sagataves kustību. Tas arī pārraida rotācijas impulsu no elektriskās piedziņas. Tieši iekšējā daļā ir paslēpts vārpstas bloks - kāpēc patiesībā tas ir nosaukts.
Noturīgs, tas ir arī aizmugure, galvas balsts ļauj salabot apstrādājamo priekšmetu. Slīdņa uzdevums ir pārvietot instrumenta turētāju (kopā ar pašu darba instrumentu) gareniskajā un šķērsplaknē attiecībā pret mašīnas asi. Suportu bloks vienmēr ir lielāks par pārējām daļām. Griešanas turētājs tiek izvēlēts atbilstoši ierīces kategorijai.
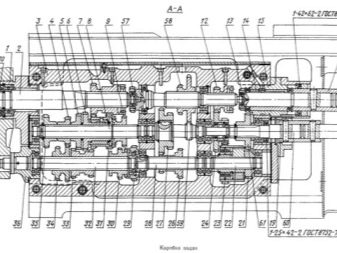
Pārnesumkārba ietekmē impulsa pārraidi uz visām daļām un līdz ar to arī sistēmas darbību kopumā.


Šādas kastes var būt iebūvētas galvas stieņa korpusos vai izvietotas atsevišķās korpusa daļās. Tempu regulē pa soļiem vai nepārtrauktā režīmā, ko iepriekš nosaka dizaina nianses. Kastes galvenā darbības saite ir zobrati. Tajā ietilpst arī ķīļsiksnas transmisija un elektromotors ar reversu. Turklāt ir vērts pieminēt sajūgu un rokturi ātruma maiņai.
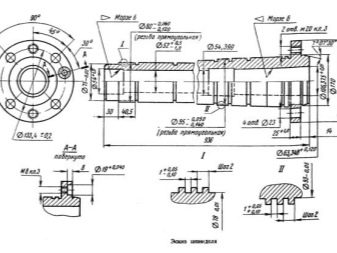
Vārpstu var uzskatīt par ārkārtīgi svarīgu elementu. Tā ir daļa ar tehnisku vārpstas konfigurāciju, un tai ir konusveida kanāls, lai noturētu detaļas. Tas noteikti ir izturīgs un izturīgs, jo ir izgatavots no izvēlēta tērauda sakausējuma. Tradicionālisma pieeja paredz ļoti precīzu rites gultņu izmantošanu vārpstas elementa konstrukcijā. Konusveida dobums galā ir nepieciešams, lai novietotu stieni, kas dažreiz nodrošina centrālās daļas izsitumu.
Skrūvju griešanas virpas gultni iegūst, liejot no čuguna. Lai izstrādātu rievas, ja nepieciešams, izmantojiet marķēšanas rīku, presformas, griešanas un citas ierīces. Vadības blokos ir dažādi taustiņi un rokturi, tostarp tie, kas ļauj regulēt suportu. Modeļi ar CNC ir sarežģītāki par klasiskajiem, taču tie spēj veikt tiem nepieejamas manipulācijas un atsevišķos gadījumos rīkoties bez operatora palīdzības. Ir vērts uzsvērt priekšauta lomu - tā iekšpusē ir mehānismi, kas pārvērš skrūvju komplekta un tehniskās vārpstas griešanos atbalsta aparāta kustībā uz priekšu.

Sugu pārskats
Pēc masas
Skrūvju virpu var izmantot vietējos privātos uzņēmumos, sadzīves vajadzībām. Šādi modeļi parasti ir salīdzinoši viegli. Lielie un smagie transportlīdzekļi ir paredzēti galvenokārt rūpnieciskai ražošanai. Ierīces, kas nav smagākas par 500 kg, tiek uzskatītas par vieglām.
Nozarē liela nozīme ir vidēja izmēra iekārtām. Tas sver līdz 15 000 kg. Lielākās rūpnieciskās konstrukcijas sver no 15 līdz 400 tonnām. Šajā gadījumā augsts precizitātes līmenis parasti netiek sasniegts, jo pielaides vairs nav tik nozīmīgas.
Lielajās rūpnīcās un rūpnīcās tiek uzstādītas ļoti jaudīgas iekārtas, taču mājsaimniecības segmentā to neizmanto.


Pēc daļas maksimālā garuma
Būtībā vieglās mašīnas mijiedarbojas ar detaļām, kuru diametrs nepārsniedz 50 cm. Vidēja līmeņa aprīkojums spēj apstrādāt līdz 125 cm garus sagataves. Garāko daļas garumu nosaka attālums starp mašīnas centra punktiem. Ar vienādu šķērsgriezumu mašīnas spēj apstrādāt gan garas, gan salīdzinoši īsas konstrukcijas. Īpaši liels ir sadalījums pa lielāko detaļu diametru - no 10 līdz 400 cm, tāpēc nav universālu mašīnu, kas strādātu ar jebkuras sekcijas sagatavēm.


Pēc veiktspējas
Svarīgs punkts skrūvju griešanas iekārtu klasifikācijā ir tā tehniskā produktivitāte. Ierasts ierīces piešķirt:
-
maza apjoma ražošana;
-
vidēja mēroga sērijas;
-
liela mēroga konveijera ražošana.
Skrūvju griešanas virpu zīmoli ir diezgan dažādi. Tos ražo daudzās valstīs. Turklāt dažas iekārtas ir aktīvi izmantotas kopš PSRS perioda un vēl nav zaudējušas savu aktualitāti. Iepazīstoties ar tehnikas aprakstu, svarīgi noskaidrot, vai tā paredzēta uzstādīšanai uz galda vai uz grīdas, kādas ir instalācijas īpašības kopumā. Kas attiecas uz CNC mašīnām, tas praktiski nav alternatīvs risinājums - pat lietošanai mājās "tīri manuālas" iekārtas tiek izmantotas ārkārtīgi reti.


Top modeļi
Pārskatīšanu ir lietderīgi sākt ar "Caliber STMN-550/350"... Lai gan šāda ierīce ir viegla, tās kompaktajā korpusā ir diezgan nopietnas iespējas. Savācot un konfigurējot to saskaņā ar instrukcijām, jūs varat garantēt darba precizitāti. Tehniskā apkope ir nepieciešama ik pēc 50 darbības stundām. Galvenās iezīmes:
- attālums starp centriem 35 cm;
- sagataves daļa virs gultas līdz 18 cm;
- kopējais svars 40 kg;
- apgriezienu skaits - 2500 minūtē;
- gumijas pēdas pamatkomplektā;
- plastmasas rokturi;
- Morzes konuss Nr.2.



Vienkāršai metālapstrādei varat izmantot arī Kraton MML 01 iekārtu. Šī ierīce ir ļoti labi kopjama. Problēma ir plastmasas zobratu izmantošana. Nomainot tos ar čugunu, jūs nevarat baidīties no neuzmanīgas lietošanas sekām. Starp centriem būs 30 cm attālums, un ierīces masa ir 38 kg; tas attīstās no 50 līdz 2500 apgr./min 60 sekundēs.
Papildus metālam Kraton izstrādājums ir piemērots plastmasai un kokam. Dizaineri ir nodrošinājuši fona apgaismojumu. Maināmu pārnesumu komplekts ļauj griezt metriskās vītnes. Pateicoties grozāmajam slīdnim, ir pieejama detaļu koniska asināšana.
Šķērsslaida gājiens ir 6,5 cm.


Alternatīvu var uzskatīt par "Corvette 402". Šī ir pienācīga viegla virpa ar īpaši augstas kvalitātes komponentiem. Vienfāzes motora jauda ir 750 W. Atstarpe starp centriem ir 50 cm Apstrādājamā priekšmeta daļa virs gultas ir 22 cm, un ierīces masa ir 105 kg; tas var attīstīties no 100 līdz 1800 apgriezieniem minūtē 6 dažādos ātruma režīmos.
Īpatnības:
- elektromotors ir izgatavots pēc asinhronas shēmas;
- tiek nodrošināts vārpstas vērpes reverss;
- pateicoties magnētiskajam starterim, spontāna ieslēgšanās pēc strāvas padeves pārtraukuma ir izslēgta;
- ierīce ir aprīkota ar paleti;
- vārpstas konuss ir izgatavots pēc Morzes-3 shēmas;
- 1 piegājienā var sasmalcināt līdz 0,03 cm;
- šķērsenisko un grozāmo suportu kustības - attiecīgi 11 un 5,5 cm;
- vārpstas radiālais izskrējiens 0,001 cm.



Proma SKF-800 var uzskatīt arī par pienācīgu risinājumu semināra organizēšanai mājās. Modelis ir paredzēts darbam ar ļoti lielām detaļām. Trīsfāzu motoru pāris nodrošina spēcīgu griezes momentu. Galvenie parametri:
- pagrieziena garums 75 cm;
- sagataves diametrs virs gultas - 42 cm;
- kopējais svars 230 kg;
- vārpsta ar 2,8 cm caurumu;
- collu vītne no 4 līdz 120 pavedieniem;
- iegūstot metrisko pavedienu no 0,02 līdz 0,6 cm;
- spalvu gājiens - 7 cm;
- strāvas patēriņš - 0,55 kW;
- darba spriegums - 400 V.



Arī MetalMaster X32100 ir vērts aplūkot tuvāk. Šī ir universāla skrūvējama virpa ar digitālo displeju. Tiek nodrošināts arī vītnes indikators. Ierīce labi darbojas ar melno un krāsaino metālu sakausējumiem. Spalvas izstiepums - 10 cm, tiek nodrošināti 18 darba ātrumi.
Citi parametri:
- šķērsslaids iet 13 cm;
- dzesēšanas šķidruma sūknis patērē 0,04 kW un darbojas no sadzīves tīkla;
- pati iekārta darbojas ar spriegumu 380 V un patērē 1,5 kW strāvu;
- neto svars ir 620 kg;
- tiek nodrošināta automātiska padeve gareniskajā un šķērsplaknē.



Rūpnieciskajā ražošanā ir vērts pievērst uzmanību Stalex GH-1430B... Šīs mašīnas attālums no centra līdz centram ir 75 cm, tas sver 510 kg un spēj darboties no 70 līdz 2000 apgriezieniem. Pamatpiegādē ietilpst pāris stabilu balstu un pāris nerotējošu centru.
Zobrati ir izgatavoti no īpaši rūdīta tērauda.


Pārskatīšanas pabeigšana ir piemērota Jet GH-2040 ZH DRO RFS modelim. Šī iekārta ir aprīkota ar 12 kW motoru. Vārpstas caurums ir 8 cm. Vērpes tiek uzturētas ļoti dažādos ātrumos (24 pozīcijas no 9 līdz 1600 apgr./min.). Pats ražotājs uzsver atbilstību īpašajām prasībām attiecībā uz materiālu apstrādes precizitāti un ātrumu.


Kas jāņem vērā izvēloties?
Lielākajā daļā gadījumu mājas darbnīcas izvēle tiek veikta par labu universālajiem modeļiem. Tie neatšķiras pēc augstiem tehniskajiem parametriem, tomēr ir vienkāršas konstrukcijas un var apstrādāt 1 - 2 daļas bez sērijas. Visas manipulācijas tiek veiktas manuāli. Apstrādes kvalitāte un tās precizitāte nebūs īpaši augsta.
Jāpatur prātā, ka arvien biežāk ar nosaukumu "universālā mašīna" pārdod vienkāršu CNC tehnoloģiju un tiešu gultas izpildi. Tie ļauj izmantot kontroles programmas. CNC sistēmas aktīvi aizstāj vecos universālos modeļus. Bet pat starp novecojušajiem paraugiem ir sadalījums. Tādējādi kopēšanas iekārtas un pusautomātiskās iekārtas spēj tikt galā ar sarežģītas formas detaļām; mūsdienu šāda veida piemēros ir vadības sistēma.


Jo vairāk priekšzobu, jo produktīvāks aparāts. CNC vairāku griezēju virpošanas tehnoloģija ir piemērota konkrētām darbībām. To galvenokārt izmanto dažāda izmēra ražošanas līnijām. Jebkurā gadījumā jums vajadzētu pievērst uzmanību:
- apstrādāto detaļu izmēri;
- precizitātes līmenis;
- apstrādes pielaides;
- apstrādāto metālu veidi;
- darba centru augstums
- patronas diametrs;
- gultas veids (taisna vai slīpa);
- kārtridža veids;
- pilns komplekts;
- atsauksmes par modeli.


Lietojot vairākus modernus eļļošanas un dzesēšanas šķidrumus, aizsardzība pret tiem ir obligāta. Jebkurš atbildīgs ražotājs to paredz. Skrūvju griešanas mašīnas tiek izvēlētas, ņemot vērā darba manipulāciju skaitu un to veidu. Mēs nedrīkstam aizmirst par sagatavju garumu un diametru. Jo stiprāka ir mašīnas gulta, jo uzticamāka tā ir; tomēr ierīce, kas ir pārāk smaga lietošanai mājās, nav tā vērta. Priekšroka tiek dota metināšanas savienojumam, nevis skrūvēšanai.
Turklāt viņi pievērš uzmanību:
- savienojuma metodes;
- barošanas avota parametri;
- pretreakcijas līmenis (vai tā trūkums);
speciālistu atsauksmes.


Kā strādāt
Ārējo cilindrisko virsmu apstrādei bieži izmanto skrūvējamu virpu. Līdzīgs darbs tiek veikts ar garāmbraucošiem griezējiem. Apstrādājamā detaļa tiek fiksēta, sagaidot pietiekami lielu pārkari. Tiek uzskatīts, ka 7 - 12 mm pārkare visā detaļas garumā ir pietiekama, lai apstrādātu galus un sagrieztu daļu. Cik ātri jāgriežas vārpstai, cik dziļi būs jāgriež sagatave, ir noteikts plūsmas diagrammā.
Griezuma dziļums tiek regulēts, izmantojot šķērspadeves ripu. Pēc pagriešanas daudzos gadījumos sagataves galu apgriež ar dažādiem griezējiem. Ir jāvada piespēles vai punktu griezējs, līdz tas pieskaras galam. Tad to aizved un karieti pabīda dažus milimetrus pa kreisi. Pārvietojot instrumentu šķērsām, no gala tiek noņemts metāla slānis.

Uz mazām dzegas jūs varat slīpēt un griezt metālu ar vienu noturīgu griezēju. Ārējās rievas ir izgatavotas, izmantojot rievu griezējus. Darbam šajā brīdī jābūt 4-5 reizes lēnākam nekā apgriežot galus. Priekšzobs tiek vadīts glīti, bez lielas piepūles, vienmēr šķērsplaknē. Sānu skala palīdz iestatīt rievas dziļumu.
Sagataves tiek grieztas, izmantojot to pašu metodi, kā rievojot. Darbs tiek pabeigts, tiklīdz pārsedzes biezums ir samazināts līdz 2 - 3 mm. Tālāk, izslēdzot mašīnu, nolauziet no griezēja atbrīvoto daļu.


Iestatīšanas funkcijas
Pareiza nodošana ekspluatācijā un regulēšana tiek veikta, ņemot vērā tehnoloģiskā procesa nianses. Kad iekārta ir iestatīta, tiek apstrādātas 2 vai 3 daļas. Pēc viņu teiktā, viņi pārbauda, kā tiek ievēroti zīmējumā norādītie parametri. Ja ir neatbilstība, tiek veikta atkārtota regulēšana. Svarīga iestatīšanas procesa daļa ir sagatavju uzstādīšanas un nostiprināšanas iezīmju noteikšana darbgaldos.
Ja centru virsotnes nav izlīdzinātas, izlīdzināšana tiek nodrošināta, pārvietojot astes balstu. Tālāk tiek ievietota vadītāja kasetne. Pēc tam tiek izvēlēts griezējs un iestatīts precīzi gar ass augstumu. Spilventiņiem jābūt paralēlām virsmām ar pienācīgu apstrādi.
Jūs nevarat izmantot vairāk kā divus paliktņus.


Speciāli tiek pārbaudīts griezēja gala novietojums centra augstumā. Pārbaudei griezējs tiek nogādāts centrā, kura augstums ir iepriekš pārbaudīts. Pats centrs ir jāuzstāda astes spārnā. Izvirzītajai daļai jābūt īsākai - maksimāli 1,5 reizes lielāka par stieņa augstumu. Pārāk ievērojama griezēja pārkare izraisa vibrāciju un neļauj strādāt efektīvi; instrumentam jābūt stingri nostiprinātam instrumenta turētājā ar vismaz pāris labi pievilktām skrūvēm.
Apaļās sagataves ir jāiesprauž pašcentrējošā trīsžokļu patronā. Bet, ja detaļas garums ir vairāk nekā 4 reizes lielāks par diametru, jums ir jāņem patrona ar iespīlēšanas centru vai jāizmanto apstrādes mašīnas ar piedziņas patronu. Īsas, neapļveida sagataves tiek montētas, izmantojot priekšējo plāksni vai četržokļu patronu. Stieņi un citas garas, maza diametra daļas tiek izlaistas caur vārpstas ejām. Regulējot griešanas režīmu, galvenā uzmanība tiek pievērsta galvenās kustības ātrumam un griezuma dziļumam; jums būs arī jāpielāgo padeve.


Drošība darbā
Pieslēdzot pat visvienkāršāko mašīnu, jums būs jāizmanto ierīces, lai aizsargātu elektroiekārtas. Shēma tiek izvēlēta, ņemot vērā inženiertehniskos pamatpunktus. Skrūvju griešanas virpas neatkarīga darbība ir atļauta tikai 17 gadu vecumā. Pirms uzņemšanas jums būs jāsaņem instrukcija par darba aizsardzību. Turklāt jums jāpārbauda, vai nav kontrindikāciju; paša darba laikā stingri jāievēro darba un atpūtas režīms, pārtraukumu grafiks.
Pie skrūvējamās virpas jāstrādā kokvilnas uzvalkā vai puskombinezonā. Turklāt jums būs nepieciešami ādas zābaki un īpašas brilles. Pat visrūpīgākajiem un kārtīgākajiem darbiniekiem ir jāsaglabā pirmās palīdzības komplekts, kas ir gatavs tikt galā ar traumu sekām. Primārie ugunsdzēšanas līdzekļi jāglabā darbnīcās.
Ja notiek kāds negadījums, par to nekavējoties tiek informēta vadība un neatliekamās palīdzības dienesti.


Darba vieta ir jāuztur tīra. Stingri aizliegts:
- ieslēdziet mašīnu zemes lūzuma gadījumā, barjeru un bloķētāju darbības traucējumu gadījumā;
- ievadiet žoga norādītās robežas;
- noņemt šo žogu (izņemot remontu, ko veic kompetenti dienesti);
- sākt darbu, nepārbaudot mašīnas veselību;
- izmantot neregulētu darba zonas apgaismojumu;
- darbiniet mašīnu bez eļļošanas;
- strādāt bez galvassegas;
- darba laikā pieskarieties kustīgajām daļām;
- paļauties uz mašīnu (tas attiecas ne tikai uz strādniekiem);
- turpināt darbu, ja rodas vibrācija;
- ļauj uztīt skaidas uz sagatavēm vai griezējiem.
Visas iegūtās skaidas ir jānovirza stingri prom no sevis. Pat īsākā darba pārtraukuma laikā mašīna ir jāaptur un jāatvieno no barošanas avota. Atvienošana no elektrotīkla būs nepieciešama arī strāvas padeves pārtraukumu gadījumā. Atvienotā stāvoklī mašīna tiek noņemta, notīrīta un ieeļļota. Tādā pašā veidā pirms jebkādu stiprinājumu pievilkšanas tiek veikta atvienošana.

Nav atļauts strādāt ar skrūvējamo griešanas aprīkojumu cimdos vai dūraiņos. Ja jūsu pirksti ir pārsieti, jums būs jāizmanto gumijas pirkstu gali. Apstrādājamās detaļas nedrīkst pūst ar saspiestu gaisu. Iekārtas daļu bremzēšana ar roku nav atļauta. Tāpat jūs nevarat neko izmērīt mašīnas ceļā, pārbaudīt tīrību, slīpēt detaļas.
Kad darbi pabeigti, tiek izslēgtas mašīnas un elektromotori, sakārtotas darba vietas. Visas sagataves un izmantotie instrumenti tiek novietoti noteiktās vietās. Berzes daļas tiek ieeļļotas ar instrukcijā norādīto biežumu. Par visām problēmām vadībai tiek ziņots nekavējoties, ārkārtējos gadījumos – pēc maiņas beigām. Pretējā gadījumā pietiek ievērot tehnisko datu lapas norādījumus un ražotāja ieteikumus.














Komentārs tika veiksmīgi nosūtīts.