Viss par griešanas šķidrumiem darbgaldiem

Darbības laikā pārkarst virpas daļas - maināmie griezēji. Ja neveicat pasākumus, lai piespiedu kārtā atdzesētu berzējošos komponentus, kas veic griešanu, tad lāpas, kā arī to sagrieztās daļas īsā laikā saņems ievērojami lielākus bojājumus.


Kas tas ir?
Virpas dzesēšanas šķidrums (griešanas šķidrums) tiek izmantots, lai samazinātu degļa nodilumu visu veidu mašīnās, tostarp CNC mašīnās. Pēdējiem, ko izmanto detaļu masveida ražošanai (kopēšanai), ir nepieciešama savlaicīga dzesēšana daudzkārt vairāk nekā manuālajām mašīnām, kuras vadību veic tieši darbinieks-operators. Vītņošana, virpošana - abus procesus pavada karsēšana berzes laikā. Uzsilst gan deglis, gan sagatave. Rezultātā, ja iekārta nav ieeļļota, uz detaļām parādās skaidas un mikroplaisas. Līdz ar to bojāto detaļu skaits krasi palielinās. Neasi griezēji ātrāk iznīcina mašīnas piedziņu un pārnesumkārbas. Sarežģīts ir arī strādnieka darbs - viņš gūst apdegumus un citas ar darbu saistītas traumas. Jebkuras apstrādes iekārtas vai vienības normāla un ilgstoša darbība nav iespējama bez dzesēšanas šķidruma.

Papildus berzes elementu eļļošanai un dzesēšanai dzesēšanas šķidrums atvieglo metāla skaidu, putekļu noņemšanu no sagatavju un griezēju virsmas.
Sugas apraksts
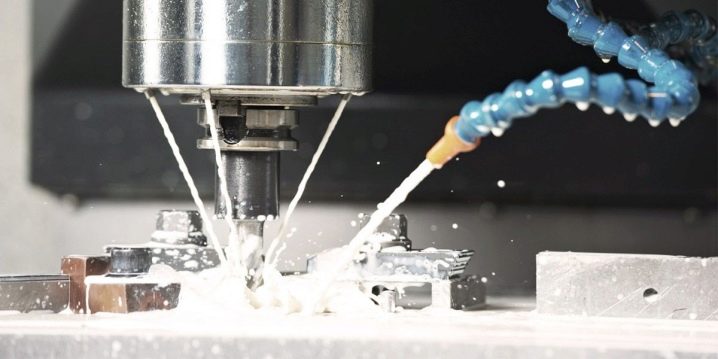
Pārmērīgu siltumu, kas rodas sagatavju griešanas un asināšanas laikā, var noņemt ar eļļu un ūdeni saturošām vielām. Griešanas šķidruma sastāvs ir balstīts uz eļļu un ūdeni, kas sajaucas ar ūdeni. Lietošanas ērtībai iekārta nodrošina smidzināšanas uzgali, ar kuru šī šķidrā smērviela tiek uzklāta uz griezēju griešanas malām.


Eļļa
Eļļa iztvaiko ārkārtīgi lēni – pat paaugstinātā temperatūrā. Tas apgrūtina siltuma izkliedēšanu uz degļa un sagatavēm. Eļļas sastāva priekšrocība ir tā, ka tērauds saglabā savas īpašības. Patēriņš - daudz mazāks nekā ūdens bāzes, šis reaģents sastāv no 70% standarta "20" mašīneļļas, 15% no 2. šķiras linsēklu eļļas un 15% petrolejas, kas palielina vītņu griešanas precizitāti; šeit tiek izmantoti formas griezēji.


Sulfofresol satur sēra piedevu. Apgriežamās daļas šķērsgriezumam jābūt mazam. Trūkums ir sēra toksicitāte, kura ieelpošana var izraisīt ļaundabīgas asins un plaušu slimības, tāpēc parasti darbs tiek veikts gāzmaskā. Vītņu griešanai, dziļurbšanai un detaļu apdarei tiek izmantots 90% sulfofrezols un 10% petrolejas.

Alumīnija detaļu virpošanai nepieciešama regulāra petroleja. Otrs petrolejas izmantošanas veids ir dinamisko svilpienu izmantošana asināšanas procesā.
Ar ūdeni sajaucams
Pie dzesēšanas smērvielām pieder sintētiskās smērvielas, kuru šķīdināšanai izmanto ūdeni. Šādas smērvielas priekšrocība ir ātra siltuma izkliede, trūkums ir palielināts patēriņš. jo, lāpai uzkarstot līdz 100 grādiem, ūdens ātri uzvārās. Ūdens siltumietilpība un siltuma atdalīšana ir daudz augstāka nekā jebkuriem šķidrajiem naftas produktiem.


Ūdenī izšķīdinātu sodas pelnu - 1,5% apmērā - izmanto apstrādājamo detaļu rupjai virpošanai. Līdzīgā sastāvā ir 0,8% sodas un ceturtdaļa procenta nātrija nitrīta. Sodu var aizstāt ar trinātrija fosfātu - arī tādā pašā 1,5% daudzumā.Šķīdums ar kālija ziepēm (līdz 1%), sodas pelnu vai trinātrija fosfātu (līdz 0,75%), nātrija nitrītu (0,25%) novērš priekšlaicīgu korozijas veidošanos uz griezēja ātrgaitas tērauda.

Tiek izmantoti arī šādi ūdens šķīdumi.
-
4% potaša ziepes un 1,5% sodas pelnu formas virpošanai. Ziepju sastāvs nedrīkst saturēt hlora savienojumus.
-
Emulsols (2-3%) un tehsoda (1,5%) novērš stingrus apstrādes tīrības un gluduma ierobežojumus. Piemērots liela ātruma pagriešanai.
-
5–8% emulsola un 0,2% tehsoda jeb trinātrija fosfāts ļauj "tīri" asināt gandrīz visas detaļas.
-
Emulsija, kuras pamatā ir oksidēts petrolatums (5%), soda (0,3%) un nātrija nitrīts (0,2%), ir piemērota virpošanai ar paaugstinātu veiktspējas tīrību.

Pieņemot lēmumu par konkrēto sastāvu, apskatiet sortimentu (pēc zīmola).
Populāri ražotāji
Vispieprasītākie, pēc statistikas datiem, ir ražotāji Henkel, Blaser, Cimcool... Šie uzņēmumi jau iepriekš ir koncentrējušies uz griešanas šķidrumu ražošanu. Uzņēmumi, kas ražo motoreļļas priekš Castrol, Shell, Mobil zīmoli, kas specializējas mašīnu eļļā, nevis mašīnu smērvielās. Desmitiem citu nosaukumu var būt viltoti, toksiski cilvēkiem un sabojāt iekārtas. Krievijas zīmoli ir pārstāvēti arī vietējā tirgū, taču to zemās izturības pret atslāņošanos dēļ tos izmanto reti. Straujais struktūras viendabīguma zudums izraisa mašīnu un frēžu rūsēšanu, kā arī tie puto un nosēžas saskarē ar ūdeni.
Daudziem strādniekiem ir alerģija pret šiem produktiem, un ir ļoti grūti un dārgi atbrīvoties no šīm smērvielām.


Ir vērts pieminēt atsevišķi Eļļas dzesēšanas sastāvsuz kuru piedeva Ecoboost 2000... Šis sastāvs tiek ražots Krievijā - šodien tas ir augstas kvalitātes aizstājējs iepriekš minētajiem zīmoliem. Krievijas tirgū piedāvātajām virpām tiek piedāvātas šādas kompozīcijas.
-
I-12, I-20 uz eļļas bāzes - atbilst GOST 6243-1975.
-
Emulgatori, kas satur sārmainas ziepes, atbilst GOST 52128-2003 noteikumiem.
-
Kompozīcijas, kuru pamatā ir daudzvērtīgie spirti, taleļļas, trietanolamīns, tiek ražotas saskaņā ar GOST 38.01445-1988 nosacījumiem. Piemērots darbam ar ātrgaitas vai leģēto tēraudu, nerūsējošo tēraudu. Atkritumi nekavējoties jāiznīcina.
-
Sulfofresoli - atbilst GOST 122-1994. Tas satur tīru eļļu un sēra piedevas. Samazina noberšanos, aizsargā frēzes un detaļas no rūsēšanas. Neietver ūdeni, sārmus un skābes.

Uzskaitīto vielu priekšrocība ir to zemā viskozitāte. Sastāvs ātri izkliedējas pa griezēja virsmu, neļaujot skaidām pielipt pie griezēja. Starptautiskais sortiments sākas ar MobilCut zīmolu.

Izvēles nianses
Papildus virpošanas virpošanai nepieciešamība pēc dzesēšanas smērvielas tiek novērota arī starp amatniekiem, kuru darbība ir frēzēšana. Sastāvs jāizvēlas, vadoties pēc darba veida un veida, mašīnas veida un klases, darbību saraksta, izmantotajiem palīgmateriāliem un dzesēšanas šķidruma ievadīšanas metodes. Pagrieziena griešanai nav universāla risinājuma. Bet tam var pietuvoties, izvēloties kompozīciju, kas labāk atdzesē un novērš sitienus, kas rodas tērauda un krāsaino metālu griešanas procesā. Nerūsējošā tērauda apstrāde neizslēdz iespēju izmantot pretkorozijas piedevas, kuras var iekļaut noteiktā sastāvā vai piegādāt atsevišķi. Nerūsējošais tērauds ir viskozs un grūti pagriežams un urbjams materiāls, tāpēc griešanas šķidruma koncentrācijai jābūt paredzētai tieši šādu materiālu griešanai. Alumīnija un citu mīksto krāsaino metālu apstrāde, lai izmantotu savienojumus ar pretburzām un pretizciļņiem.

Dzesēšanas šķidrumam nevajadzētu radīt miglošanos, veicināt pašaizdegšanos un veidot putas. Lai novērstu apstrādājamo detaļu skrāpējumus, izmantojiet "mazgāšanas līdzekļu" savienojumus.
Iesniegšanas iezīmes
Mašīnas sūknis ir aprīkots ar caurulēm, kuru galā ir vai nu smidzināšanas uzgalis, vai punktveida uzgalis, kas nodrošina mērķtiecīgu degļa un detaļu virsmas apūdeņošanu. Spiediens sistēmā ir 10 atmosfēras vai vairāk. Tā sauktā metode. neatkarīga apūdeņošana neveicina kompozīcijas vienmērīgu izsmidzināšanu virs degļa un darba virsmas. Mikroshēmu evakuācija ir sarežģīta. Šis trūkums tiek novērsts, palielinot spiedienu – saprātīgās robežās, lai sūknis un šļūtenes paliktu neskartas.
Vārpstas ieslēgšanās metode izmanto plānu un šauru degļa spirālveida urbumu (ārpusi). Smērviela tiek piegādāta, izmantojot īpašu patronai piemērotu ceļu. Smērvielas patēriņš - saskaņā ar tvertnes graduācijas norādēm - ir ekonomisks, jo tas tiek nekavējoties novirzīts uz griešanas malām. Darba laikā nokasītās skaidas tiek ātri un efektīvi noņemtas no griešanas malām.

Neatkarīga piegādes sistēma nodrošina pilienu stacijas iekārtošanu. Viņa atrada pielietojumu ne-CNC mašīnās. Tās montāžai papildus pilinātājam tiek izmantotas kapilārās šļūtenes, primitīvs jaucējkrāns vai no zāles regulējama kapilārā šļūtene.

Pieteikums
Dzesēšanas šķidrumu notīra, kad tas kļūst duļķains ar tērauda vai krāsaino metālu mikrodaļiņām. Vienkāršākais veids, kā no šķidruma noņemt metāla nogulsnes, ir izlaist to caur vati vai filtrpapīru. Dzesēšanas šķidruma nomaiņas grafiks ir pēc 10 mēnešiem. Atkritumi ir piesārņoti ar mazākajām dzelzs daļiņām, kas tajos izšķīst un viegli pārvar jebkuru filtru.
















Komentārs tika veiksmīgi nosūtīts.