Viss par nerūsējošā tērauda metināšanas stiepli

Metināšana ir ērts un kvalitatīvs dažādu metālu un to sakausējumu virsmu un izstrādājumu savienošanas veids. Tomēr šai sarežģītajai procedūrai ir nepieciešams īpašs aprīkojums un materiāli. Metinātājs papildus metināšanas iekārtai, vadiem ar turētāju vai degli, elektrodiem un aizsarglīdzekļiem darba laikā nevar iztikt bez pildvada, piemēram, nerūsējošā tērauda, kas sevi labi pierādījis, veicot īpaši sarežģītu un prasīgu metināšanu. strādāt.


Īpašības un mērķis
Nerūsējošā metināšanas stieple ir patērējams pildvielas materiāls. Tas ir plaši izplatīts ne tik daudz sadzīves sfērā, cik būvniecībā un rūpniecībā. Ķīmiskā, naftas un pārtikas ražošana nevar iztikt bez šī palīgmateriāla. Nerūsējošā tērauda stieple metināšanai nepieciešama veidojot visa veida industriālās konstrukcijas, detaļas, kā arī remontējot vecās iekārtas un konstrukcijas.
Tas ir izgatavots saskaņā ar GOST, kas garantē augstu produkta kvalitāti, kā arī labu tā lietošanas rezultātu. Šo vadu izmanto kā palīgmateriālu automātiskās un pusautomātiskās metināšanas laikā. Tas var būt nepārtraukts, un, izmantojot metināšanas procesā, ir nepieciešama gāzes aizsardzība ar CO2, argonu vai to kombinācijām.
Aizsardzībā bez gāzēm savu pielietojumu ir atradusi nerūsējošā stieple ar plūsmas serdi, kurai ir caurules forma ar plūsmu un gāzes sastāvu iekšpusē. Stieples iekšējā pildīšana ir nepieciešama, lai aizsargātu iegūto metinājumu.

Šis produkts ir atradis savu pielietojumu kā virsmas pārklājuma palīgmateriāli. Tās lietošanas rezultātā uz virsmas veidojas aizsargplēve, kas pasargā metināto šuvi no korozijas. Un arī nerūsējošā stieple ir pamats elektrodu sagatavošanai. Metināšanas process, izmantojot šo materiālu, tiek veikts, mākslīgi paaugstinot temperatūru līdz kausēšanai nepieciešamajai vērtībai.
Pildījuma materiāls ir izkusis, jo tajā ir unikālas sastāvdaļas. Metināšanas laikā stieple, izkususi, neizsmidzina, bet vienmērīgi aizpilda šuves, padarot tās stipras un glītas. Mūsdienās reti sastopams metināšanas process, kurā neizmantotu šāda veida stieples.

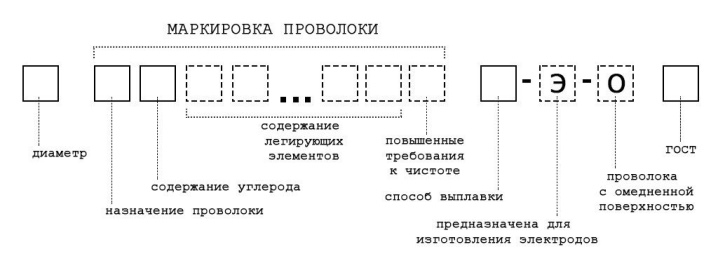
Marķējuma dekodēšana
Nerūsējošā metināšanas stieple ir apzīmēta tāpat kā leģēta. Vienīgo atšķirību var saukt par hroma un niķeļa klātbūtni lielos daudzumos nerūsējošajā tēraudā. Cietā nerūsējošā stieple ir marķēta saskaņā ar GOST 2246-70.
Apzīmējumā var būt šādi burti:
- A - stieple satur standarta daudzumu fosfora un sēra;
- AA - iepriekš minētās vielas satur samazinātā daudzumā;
- NS - produkts ražots, pārkausējot elektrosārņus;
- NS - vadu izmanto elektrodu sagatavošanai;
- O - uz izstrādājuma virsmas ir vara pārklājums, tāpēc vads tiek izmantots kritisku savienojumu veidošanas gadījumā ar stabilu loku.
Saskaņā ar GOST standartiem tērauda stieples marķējumā var būt šādi apzīmējumi:
- NS - auksti velmēts izstrādājums;
- T - termiski apstrādāts;
- NS - paaugstināta ražošanas precizitāte;
- TS - gaišas krāsas metāls, kurā nav oksīdu.


Atkarībā no diametra 100 m nerūsējošā tērauda stieples metināšanai ir šādi svari:
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2, 48 kg.
Populāri zīmoli
Mūsdienās tirgū ir pieejams plašs nerūsējošā metināšanas stiepļu klāsts. Tāpēc, izvēloties šo produktu, jums vajadzētu pievērst uzmanību sastāvam. Tas bieži satur degšanas un oksidācijas stabilizatorus. Mangānu saturošajam produktam ir raksturīgs blīvums, bet oglekli saturošam produktam ir raksturīga zema plastiskums. Vadu izvēlei jābalstās uz turpmākā lietojuma īpašībām.
Starp populārākajiem nerūsējošā tērauda stiepļu zīmoliem ir šādi:
- 12X18H10T;
- Sv 07x25n13;
- Sv 06x19n9t;
- Sv 04h19n11m3.

Top ražotāji
Nerūsējošā metināšanas stieples izmaksas tieši ietekmē ne tikai materiāla kvalitāte, piemaisījumu klātbūtne, bet arī ražošanas specifika. Šis pildvielas palīgmateriāls tiek ražots daudzās Eiropas valstīs, tostarp Ukrainā un Krievijā. Pašlaik tirgū varat iegādāties produktu no šādiem ražotājiem:
- "SpetsElektrod";
- Eco Plus;
- Sičevska elektrodu rūpnīca;
- "Vadis-M";
- Frunze - elektrods;
- Lincoln Electric;
- "Olivers";
- ESAB.



Lietošanas padomi
Lai iegūtu labu savienojumu, daudzi metinātāji, strādājot ar nerūsējošo stiepli, izmanto pusautomātiskās iekārtas. Šis aprīkojums aizsargā šuves no svešas ietekmes, automātiski padod pildījuma stiepli uz metināšanas vietu, piespiedu kārtā atdzesē un var tikt izmantots grūti sasniedzamās vietās.
Pirms darba veikšanas ir vērts veikt sagatavošanās posmu, tas ir, veikt vairākas darbības.
- Noņemiet piesārņojumu no apstrādātās virsmas.
- Attaukojiet sagataves metināto šuvi.
- Noņemiet lieko mitrumu no virsmām, uzsildot tās līdz 100 grādiem.

Lai starp metināmajām daļām iegūtu nelielu pārejas šuves biezumu, var izmantot vairākas metināšanas metodes:
- īsā loka metode;
- tintes pārsūtīšana;
- universāla impulsu metode.

Lai sasniegtu kvalitatīvu rezultātu, strādājot ar nerūsējošo piedevu, metinātājam būs jāatbilst šādām prasībām:
- novietojiet degli negatīvā leņķī;
- vadīt galvu 1,2 cm attālumā no metāla virsmas;
- stieples kausēšana jāveic nelielās porcijās, šeit nevajadzētu izmantot lielus pilienus.
Dažkārt pēc metināšanas var novērot defektus. Lai tos novērstu, ir nepieciešams uzsildīt detaļas ar degli un piesitiet tām ar āmuru.

Nerūsējošā stieples metināšana ir svarīgs atribūts, bez kura ir grūti iedomāties metināšanas procesu. Patērētāji var iegādāties šo produktu šķeterēs, spolēs vai spolēs. Šim universālajam izejmateriāla veidam ir augstas tehnoloģiskās īpašības, tāpēc to izmanto daudzās nozarēs un būvniecībā.
Lai iegūtu padomus par stieples izvēli metināšanai, skatiet šo videoklipu.













Komentārs tika veiksmīgi nosūtīts.