Viss par failiem

Neskatoties uz to, ka ir pieejams liels skaits elektrisko instrumentu, dažus rokas instrumentus nevar nomainīt. Fails ir viena no šīm ierīcēm, ko var izmantot dažādiem darbiem. Daudzas grūtības rodas, izvēloties piemērotu iespēju, jo klasifikācija tiek veikta pēc dažādiem kritērijiem.


Kas tas ir?
Vīle ir rokas instruments, kura galvenais mērķis ir pakāpeniski noņemt materiālu. Katru gadu parādās arvien vairāk iespēju, daži ir piemēroti darbam ar metālu, citi ar mīkstākiem materiāliem.
Liela skaita griešanas malu atrašanās vieta ļauj veikt slīpēšanu. Līdzīgi varat veikt šādas darbības.
- Pielāgojiet produktu noteiktiem parametriem. Tos var saukt par izmēriem, formu, kā arī par virsmas raupjuma klasi. Jāpatur prātā, ka ar vīli būs iespējams noņemt tikai dažus milimetrus materiāla.
- Palieliniet iekšējā cauruma diametru. Šī procedūra ir līdzīga urbšanai, ko var veikt tikai ar apaļu darba virsmu.
- Saīsiniet daļu. Gala virsma bieži tiek vīlēta, lai mainītu garumu.



Galvenais korpuss ir izgatavots no īpaša cieta tērauda. Tas nosaka, ka darba virsma ir cietāka par darba virsmu.
Attiecīgais rīks ir ražots saskaņā ar GOST. Ja tas neatbilst noteiktajām prasībām, kalpošanas laiks tiek samazināts vairākas reizes.
Mūsdienu faili ir sarežģīts rīks, kam jāatbilst visām prasībām. Tie ir šādi:
- griešanas malai jābūt izgatavotai no leģēta sakausējuma, kas nerūsēs pat pie augsta mitruma;
- cietības indikators tiek izvēlēts atkarībā no tā, kura sagatave tiks apstrādāta;
- instrumentam jābūt ērtam, labi jāieguļ rokā, pretējā gadījumā būs grūti efektīvi veikt darbu;
- darba daļai jābūt ar precīziem izmēriem, defekti nav pieļaujami.



Vīles ir pieejamas arī kā elektrisko instrumentu pielikumi. To atšķirība slēpjas tajā, ka nav roktura, kura vietā ir izgatavots īpašs kāts, kas nodrošina nepieciešamo savienojuma uzticamību.
Materiāli (labot)
Visu veidu vīles var klasificēt kā griezējinstrumentus, kam raksturīga roktura un darba daļas klātbūtne. Kontakta daļa darba laikā, kā likums, ir izgatavota no tērauda. Visizplatītākais ir instrumentu tērauds.
- 13X un SHX15 klases. Leģēšana palielina metāla pamatīpašības, piemēram, izturību. Leģēšana arī uzlabo metāla izturību pret augstu mitruma līmeni.
- U13A un U10A tiek uzskatīti par uzlabotiem neleģētiem sakausējumiem. Pēc īpašībām tie ir zemāki par leģētiem sakausējumiem, taču ir daudz lētāki.
Virsmu apstrādā ar sacietēšanu. Tas tiek darīts, lai palielinātu cietību līdz 58 HRC. Koka vai plastmasas apstrādes instrumentu ražošanā tiek izmantoti mazāk cietie sakausējumi.


Īpaša uzmanība jāpievērš rokturam. To var izgatavot arī no dažādiem materiāliem.
- Lēti piedāvājumi ir izgatavoti no plastmasas. To raksturo zema izturība, bet tajā pašā laikā tas ir viegls un nereaģē uz augstu mitruma vai temperatūras izmaiņām.Trūkums ir tāds, ka ar šādu rokturi nevarēs pārnest lielu piepūli uz darba daļu.

- Koksne ir izmantota daudzus gadus. Tam ir pietiekama izturība, taču vides ietekmes dēļ tas laika gaitā zaudē savas īpašības. Pēdējā laikā koka rokturi ir ārkārtīgi reti.

- Metāla rokturi ir spēcīgākie un izturīgākie, var izmantot, lai pārnestu lielāku spēku. Trūkumi ir instrumenta palielinātais svars un izmaksas.

Tas ir izmantoto materiālu veidi, kas nosaka faila kalpošanas laiku, uzglabāšanas apstākļu īpašības un dažus citus punktus. Nav ieteicams iegādāties lētus produktus, kas ražoti, neņemot vērā GOST standartus.
Skati
Failus var klasificēt pēc liela skaita pazīmju. Vissvarīgākā iezīme ir iecirtumu veids. Šis brīdis nosaka, kādu darbu var veikt, kā slānis tiks noņemts no virsmas. Izgatavojot failu rīku, tie vadās pēc GOST 1465-59. Iecirtuma veids ļauj atrisināt noteiktu uzdevumu klāstu, ir vairākas iespējas:
- vienkāršs;
- šķērsvirziena vai dubultzoba;
- rasp vai punkts;
- loka.
Vizuāli ir grūti atšķirt iecirtumu veidu, tomēr pēc ražotāja apraksta vai uzliktajiem marķējumiem to iespējams precīzi noteikt. Dažas šķirnes ir paredzētas īpašiem uzdevumiem.


Papildu klasifikācija attiecas uz izmēriem. Saskaņā ar GOST 1465-59 ir 6 numuri.
- Lieli numuri ar 0 un 1 izmanto rupju virsmu apstrādei. Pareizi lietojot, vienā piegājienā var noņemt slāni līdz 0,1 mm. Nevar izmantot precīzai apstrādei. Rupji rīkojoties ar instrumentu, zobi atdalās no virsmas.
- Lietojot instrumentu ar 2. un 3. iegriezumiem var sasniegt lielāku precizitāti. Vienā piegājienā tas noņem līdz 0,06 mm. Nevar sasniegt augstu raupjuma klasi.
- Apdare tiek veikta ar instrumentu ar 4. un 5. iegriezumiem. Šī opcija ir piemērota virsmas raupjuma pakāpes apdarei, bet ne produkta izmēra maiņai.
Iepriekš minētā informācija norāda, ka ar failu var veikt dažādas lietojumprogrammas. Instruments ir nepretenciozs, taču tas ir jāizvēlas pareizi atkarībā no veicamā uzdevuma.



Viens griezums
Vienkāršākā versija ar vienu griezumu. Mīksto metālu un plastmasas apstrādes procedūras īpatnība ir ātra atstarpes aizpildīšana starp griešanas elementiem. Ir ļoti grūti notīrīt rievas.
Tas ir viens iecirtums, kas ļauj strādāt ilgu laiku. Tajā pašā laikā ar virsmas tīrīšanu nav nopietnu grūtību.
Darba daļa parasti ir izgatavota no mīkstāka, lēta metāla.

Šķērsgriezums
Dubultā griezuma dizains ir efektīvs darbam ar cietiem sakausējumiem, piemēram, čugunu vai bronzu. Šāds griešanas malas novietojums nodrošina augstu produktivitāti.
Cietmetāla skaidas neaizsprosto vagas. Tāpēc virsmas griešana var tikt veikta ilgu laiku.

Punktu griezums
Šī opcija vienmēr ir liela. Lieli robi ļauj strādāt ar gumiju, koku, ādu un citiem līdzīgiem materiāliem.
Jāpatur prātā, ka palielinoties griešanas malas izmēram, ievērojami samazinās apstrādātās virsmas kvalitāte.
Šī opcija nav piemērota gludai apdarei.

Veidi
Instrumentu var klasificēt pēc dažādiem kritērijiem. Metāla faili ir sadalīti vairākos veidos.
- Gardēdis. Uz 10 mm darba virsmas ir aptuveni 5-12 iegriezumi. Ar šo opciju raupja virsma ir ļoti augsta. Tomēr, palielinoties zobu izmēram, vienā piegājienā tiek noņemts vairāk materiāla.

- Personīgi. Šis variants, arī ar retu zobu izvietojumu un lieliem robiem, ir piemērots ātrai produkta apstrādei, mainot tā formu un izmēru. Zobu skaits sasniedz 25 gabalus.

- Samts. Šai klasei raksturīgs tas, ka uz 10 mm ir aptuveni 80 zobi. Lietojot to, jābūt uzmanīgiem, pārāk liels spēks var sabojāt instrumentu.

Parasti virsmas apstrāde tiek veikta vairākos posmos. Sākumā izmantojiet iespējas ar lieliem zobiem, pēc tam - ar maziem. Zīmols bieži norāda ne tikai darba daļas ražošanā izmantotā materiāla veidu, bet arī formu.
Visizplatītākās ir iztaisnošanas iespējas. Tie ir lētāki, piemēroti lielākajai daļai darbu.
Mazam instrumentam ir liela precizitātes klase, bet lielu daļu apstrāde prasa ilgu laiku.


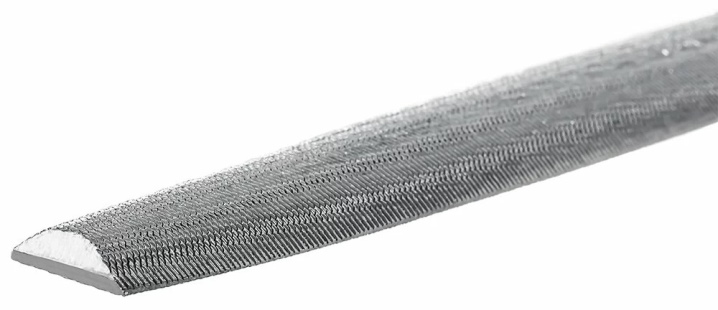
Klasifikācija var tikt veikta arī pēc darba daļas formas - piemēram, kvadrātveida un tarēta, rombveida. Atsevišķā grupā mēs iekļausim vītņotus, kas paredzēti šādas virsmas apstrādei. Pusapaļa izskatās nedaudz neparasti, to izmanto metāla noņemšanai no iekšējā cauruma. Ir Cape un pneimatiskā versija, ko visbiežāk izmanto rūpnīcās, plānā ir piemērota neliela metāla slāņa noņemšanai.

Ģenerālis
Šis faila veids ir visplašāk izmantotais. Tā garums ir aptuveni 50 cm, tas ir efektīvs, ja nepieciešams noņemt līdz 1 mm metāla.
Forma var ievērojami atšķirties. Plakanās versijas ir piemērotas metāla noņemšanai no plakanām virsmām, trīsstūrveida tiek izmantotas darbam ar iekšējām rievām.


Īpašs
Dažām daļām ir sarežģīti leņķi un nogāzes, robaina virsma. Neparasta darba daļa ļauj noņemt metālu no rievu un rievu virsmas.
Sanitārie instrumenti ir aprīkoti ar lielākajiem zobiem. Zema precizitāte nosaka iespēju izmantot failu sākotnējā darba stadijā.


Adatu faili
Mazākos failus sauc par failu failiem. Tie ir mazi un precīzi, piemēroti izmēru maiņai vai virsmu raupšanai.
Adatu vīļu ražošanā tiek izmantots U12 vai U12A tērauds. Pateicoties papildu termiskajai apstrādei, tiek sasniegta cietības vērtība 60 HRC. Darba virsmas forma ievērojami atšķiras, to izvēlas atkarībā no veicamā uzdevuma.

Rasps
Raspas tiek plaši izmantotas, strādājot ar mīkstiem metāliem, piemēram, alumīniju. Darba stienis ir atliets izstrādājums no U7A vai U10A sakausējuma, virsmas cietība - ne vairāk kā 40 HRC. Standarta garums ir ne vairāk kā 35 cm.
Tiek izgatavotas dažādu formu raspas. Plakanajam tipam var būt ass vai neass gals, apaļas un pusapaļas formas var iekļaut atsevišķā grupā.

Veidlapas
Vēl viena, ne mazāk svarīga klasifikācija attiecas uz darba virsmas formu. To izvēlas atkarībā no apstrādātā produkta īpašībām. Izšķir šādas šķirnes.
- Plakans saņēma visplašāko pielietojumu, jo ir paredzēti parastu virsmu, piemēram, flīžu, apstrādei.

- Raunds piemērots darbam ar iekšējiem caurumiem. Darba daļa ir izgatavota stieņa formā, kas sašaurinās no gala virsmas.

- Pusapaļa var saukt par daudzpusīgāko piedāvājumu.
- Trīsstūrveida izmanto, lai strādātu ar rievām un malām. Iegūtajā malā ir zobi, kas apstrādā virsmu.

- Kvadrāts ļauj pielietot lielāku spēku, jo darba daļa saglabā nepieciešamo stingrību pat ilgstoša darba laikā.

- Īpašs ražoti noteiktu produktu pārstrādei, var būt ar noteiktu darba daļu.

- Metalzāģis var izmantot produktu asināšanai.

- Dimanta formas ir paredzēti darbam ar sarežģītām malām.

Forma nosaka, kuru virsmu var apstrādāt.
Pieraksts
Instrumenta klasifikācija tiek veikta atbilstoši tā mērķim. Ir vairākas dažādas modifikācijas.
- Metāla versija ir visizplatītākā. Neskatoties uz elektriskā instrumenta parādīšanos, apdari bieži var veikt tikai ar vīli.
- Pārdošanā ir arī koka vīles. Tos var izmantot, lai mainītu izstrādājuma formu un izmēru, tiem ir raksturīga zema darba virsmas cietība.
- Plastmasas iespējas ir lētas, un tās ir mazākas par 30 HRC.
- Čuguna vīlēšanas instrumentam ir palielināta cietība. Tas ir saistīts ar faktu, ka šādu sakausējumu ir grūti apstrādāt.
- Keramikas vīles pēdējā laikā ir ļoti izplatītas. Keramikas izstrādājumiem ir raksturīga augsta virsmas cietība, tāpēc apstrādei ir piemēroti tikai speciāli instrumenti.
- Faili tiek reti izmantoti asināšanai, taču jūs joprojām varat veikt šādu darbu.
- Urbju vai skrūvgriežu stiprinājumi. Lai uzlabotu darba efektivitāti, to var daļēji automatizēt. Īpašiem pielikumiem ir īpašs pielikums.
Katru veidu ieteicams izmantot tikai paredzētajam mērķim. Pretējā gadījumā rīks ātri nolietosies, un mērķi būs grūti sasniegt. Piemēram, lai apstrādātu lāpstu, jums nav jāizmanto keramikas versija.


Cietība
Cietības indekss lielā mērā ir atkarīgs no izmantotā materiāla veida. Tajā pašā laikā papildu termiskā apstrāde var ievērojami palielināt indikatoru. Rokvela cietība ir norādīta. Vīles ir jāizvēlas pareizi ne tikai pēc izmēra, formas, bet arī pēc cietības. Pamata ieteikumi.
- Lai palielinātu cietību, tiek veikta termiskā apstrāde, kas ievērojami palielina produkta izmaksas.
- Pārāk maza cietība kļūst par iemeslu, kāpēc darba virsma ātri nolietojas.
- Cietība tiek izvēlēta atkarībā no tā, kāds materiāls tiks apstrādāts. Gumijai, plastmasai un kokam indikators nedrīkst būt augstāks par 40 HRC. Čugunam vai rūdītam tēraudam ir piemērots instruments ar darba virsmas cietību aptuveni 60 HRC.
Šis indikators ir norādīts marķējumā. Cietināšana jāveic saskaņā ar ieteikumiem, jo šāda procedūra var palielināt trauslumu.

Ražotāji
Svarīgs faktors, izvēloties, ir uzņēmums, kas ražo instrumentu. Parasti populārāki ir ārvalstu uzņēmumu piedāvājumi. Tomēr tie ir daudz dārgāki.
Krievu izcelsmes instruments ir lētāks. Ražošanu veic kompānija Santool un "Intek", PJSC "Metallist". Jebkurā gadījumā, izvēloties failu, jums jāpievērš uzmanība tam, lai tas atbilstu GOST standartiem.
Failu var uzskatīt par gandrīz neaizstājamu rīku. Taču iepriekš minētā informācija liecina, ka būtu jāiegādājas veseli komplekti. Tas ir saistīts ar to, ka trūkst universāla risinājuma. Pēc instrumenta iegādes jāņem vērā arī kopšanas ieteikumi, jo, ja tie netiek ievēroti, pēc dažiem apstrādes cikliem būs jāiegādājas jauns.














Komentārs tika veiksmīgi nosūtīts.